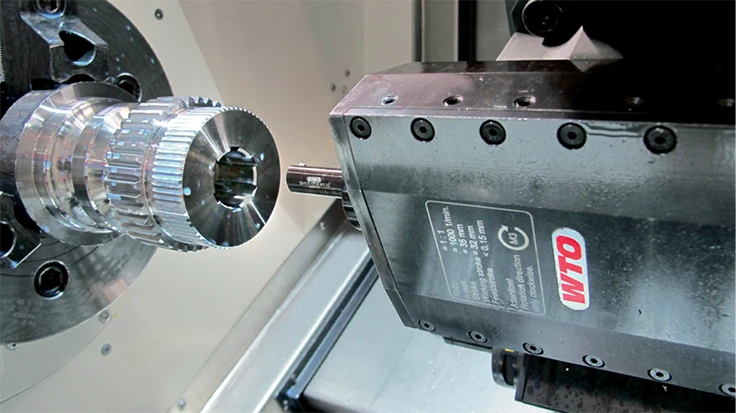
Faced with an aggressive 400,000 parts-per-year order, a Summerville, South Carolina- based job shop needed to develop a process that would give the required cycle time and tool life to maintain the desired profitability. The task was to machine a high-volume component made from 8620 steel that was designed with a complex internal spline.
Complex broaching

The job shop owner initially purchased two Doosan lathes from Machinery Solutions Inc., a machine tool distributor in Lexington, South Carolina, (no longer representing the Doosan line) and a standard SBU105 broaching system from HORN USA Inc. Early in the project, it was observed that the broaching unit originally installed with the machines was not nearly rigid enough, so other options were discussed.
“We started with a standard broaching insert, and we began to have issues with tool life because of a substantial amount of chatter,” explains Michael Morgan, application/sales engineer at HORN USA, Franklin, Tennessee. “Our tool would chatter when used in the reciprocating broaching unit, but would not chatter when using just the machine axis.”
This is when Morgan and the Doosan application engineer realized they needed to find another source for the broaching unit. Morgan turned to WTO USA Director of Operations Allen Rupert for a solution.
Extending tool life
Morgan, having worked with Rupert for several years on numerous projects, facilitated the transaction of his customer receiving a WTO Driven Broaching Unit from WTO in Charlotte, North Carolina.

“We could tell right away that the unit was substantially more rigid because the chatter issues we experienced in the beginning had gone away,” Morgan says. “It was decided this was the route that everyone wanted to go, so the customer ordered three additional units from WTO right away.”
Morgan then began to look at other ways to further improve his tool life.
“I discussed the application in great detail with my technical engineers at Horn USA who helped design and develop a special broaching toolholder and insert specific to the customer part drawing, which made our setup as rigid as possible.”
The customers’ tool life improved by another 30% just by increasing the neck diameter and reducing the overall length of the toolholder.
In addition to improving tooling performance, Morgan says WTO’s broaching unit also improved the overall broaching process on the Doosan lathes.
“They actually have a third machine they don’t need to run because the original two machines are keeping up with the volume,” Morgan says. “WTO, HORN, and Doosan all came together to make this project a success. It was vital that the tool life was optimized because a substantial increase in performance is more money in our customer’s pocket.”
Doosan Machine Tools America
HORN USA Inc.
Machinery Solutions Inc.
WTO USA Inc.